3D Baskıda En Sık Yapılan 5 Hata ve Kesin Çözümleri

3D baskıda en sık yapılan 5 hata ve kesin çözümleri. İlk katman sorunları, ipliklenme ve eğilme gibi problemleri profesyonelce çözün.
Mükemmel Baskı İçin Hataları Tanıyın, Çözümleri Öğrenin
3D baskı dünyasında hem yeni başlayanlar hem de profesyoneller zaman zaman aynı sorunlarla karşılaşır. Bu hataların neden kaynaklandığını bilmek, çözümü yarı yarıya bulmak demektir. İşte en sık karşılaşılan 5 baskı hatası ve bunları ortadan kaldırmanın kesin yolları.
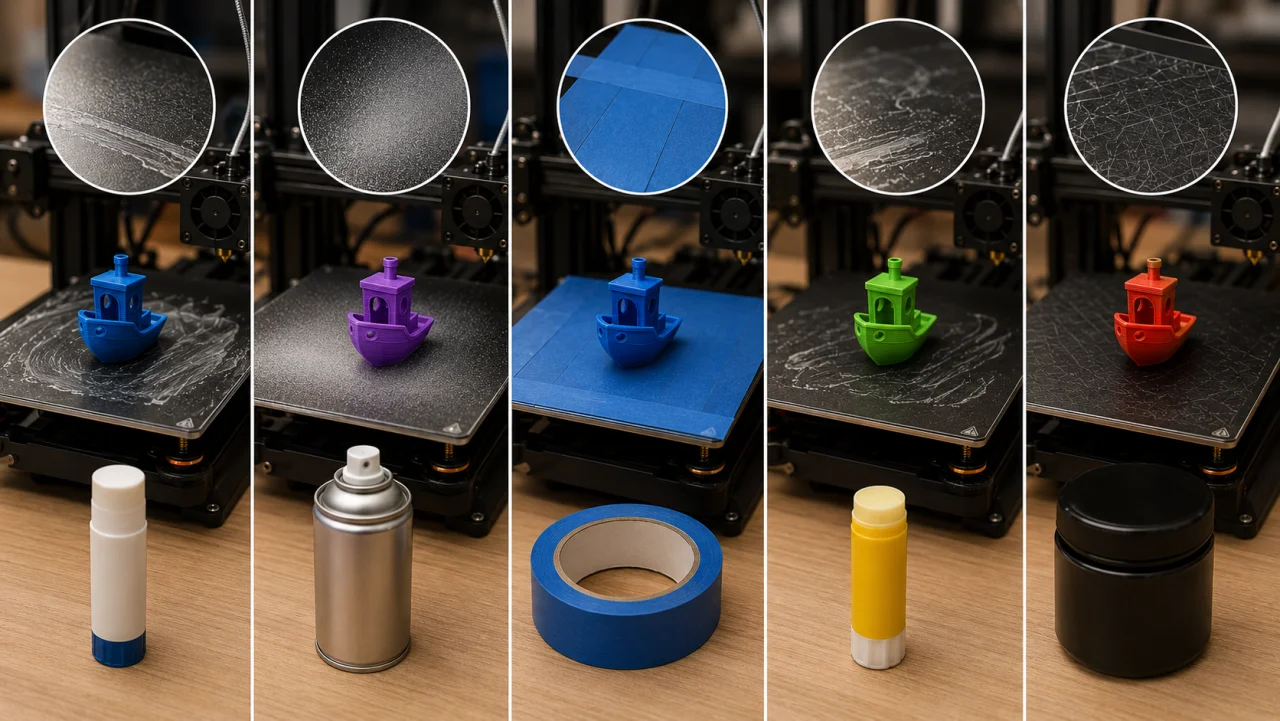
1. İlk Katmanın Tablaya Yapışmaması
En sık karşılaşılan sorundur. Baskının daha ilk dakikalarında parça tabladan kalkar veya hiç yapışmaz. Nedenleri arasında yanlış tabla seviyesi, kirli tabla yüzeyi ve düşük tabla sıcaklığı başı çeker.
Kesin Çözüm: Tablayı yeniden kalibre edin. Yüzeyi izopropil alkol ile temizleyin. PLA için 50-60°C, PETG için 70-80°C tabla sıcaklığı uygulayın. Gerekirse yapıştırıcı sprey veya mavi bant kullanın. İlk katman hızını düşürün ve ilk katman yüksekliğini kontrol edin.
2. İpliklenme (Stringing) Sorunu
Yazıcı kafası bir noktadan diğerine hareket ederken, nozuldan ince plastik iplikçiklerin sarkmasıdır. Yanlış sıcaklık ve geri çekme (retraction) ayarları başlıca nedenlerdir.
Kesin Çözüm: Filament için önerilen sıcaklık aralığının alt sınırında çalışın. Geri çekme mesafesini ve hızını kademeli olarak artırın. PLA için 5-7 mm geri çekme mesafesi, 40-60 mm/s hız genellikle yeterlidir. Hareket hızını artırarak nozulun açıkta kalma süresini azaltın.
3. Katman Kayması
Baskının bir noktasında tüm üst katmanların yana kaymasıdır. Gevşek kayışlar, yanlış step motor akımı veya mekanik engeller bu hataya yol açar.
Kesin Çözüm: X ve Y ekseni kayış gerginliklerini kontrol edin. Kayışlar gergin ama aşırı sıkı olmamalıdır. Step motor sürücü akım ayarlarını kontrol edin. Baskı hızını düşürerek mekanik zorlamayı azaltın. Hareketli aksamda herhangi bir engel veya sürtünme olmadığından emin olun.
4. Eğilme (Warping) ve Köşe Kalkmaları
Özellikle ABS ve PETG gibi malzemelerde, baskı sırasında parçanın köşelerinin tabladan kalkmasıdır. Hızlı soğuma ve yetersiz tabla yapışması temel sebeplerdir.
Kesin Çözüm: Kapalı bir baskı hacmi kullanın veya yazıcıyı cereyandan koruyun. İlk katmanlar için soğutma fanını kapatın. Tabla sıcaklığını malzemeye uygun ayarlayın. Tasarım aşamasında keskin köşeleri yuvarlatın veya köşelere küçük taban ayakları (brim) ekleyin.
5. Eksik veya Zayıf Dolgu
Parçanın iç yapısının yeterince sağlam olmaması veya boşluklar oluşmasıdır. Düşük dolgu yoğunluğu, yanlış dolgu deseni veya tıkalı nozul bu soruna yol açar.
Kesin Çözüm: Fonksiyonel parçalar için en az yüzde 25-30 dolgu yoğunluğu kullanın. Izgara (grid) veya üçgen (triangles) dolgu desenleri dengeli dayanım sunar. Nozulu temizleyin ve filament çapının tutarlı olduğundan emin olun. Baskı hızını düşürerek ekstrüzyonun düzgün olmasını sağlayın.
Profesyonel Destek Alın, Zamandan Kazanın
Bu çözümleri uyguladığınız halde sorun devam ediyorsa, platformumuzdaki deneyimli üreticilerden profesyonel baskı hizmeti almayı düşünebilirsiniz. Kendi yazıcınızda saatlerce uğraşmak yerine, uzmanlardan kusursuz sonuçlar alın. Hemen teklif alın.