3D Yazıcı Kalibrasyon Rehberi: Mükemmel Baskı İçin Adım Adım Ayarlar
3D yazıcı kalibrasyon rehberi. Mükemmel baskı için adım adım tabla seviyesi, ekstrüder, sıcaklık ve eksen ayarlarını yapın.
İyi Baskı Tesadüf Değil, Doğru Kalibrasyonun Sonucudur
Yeni bir 3D yazıcı aldınız veya mevcut yazıcınızdan istediğiniz kaliteyi alamıyorsunuz. Sorun büyük ihtimalle yanlış kalibrasyondan kaynaklanıyordur. Bu kapsamlı rehberde, 3D yazıcınızı adım adım kalibre ederek fabrika çıkışından daha iyi baskı kalitesine ulaşmanızı sağlayacak tüm ayarları anlatıyoruz.
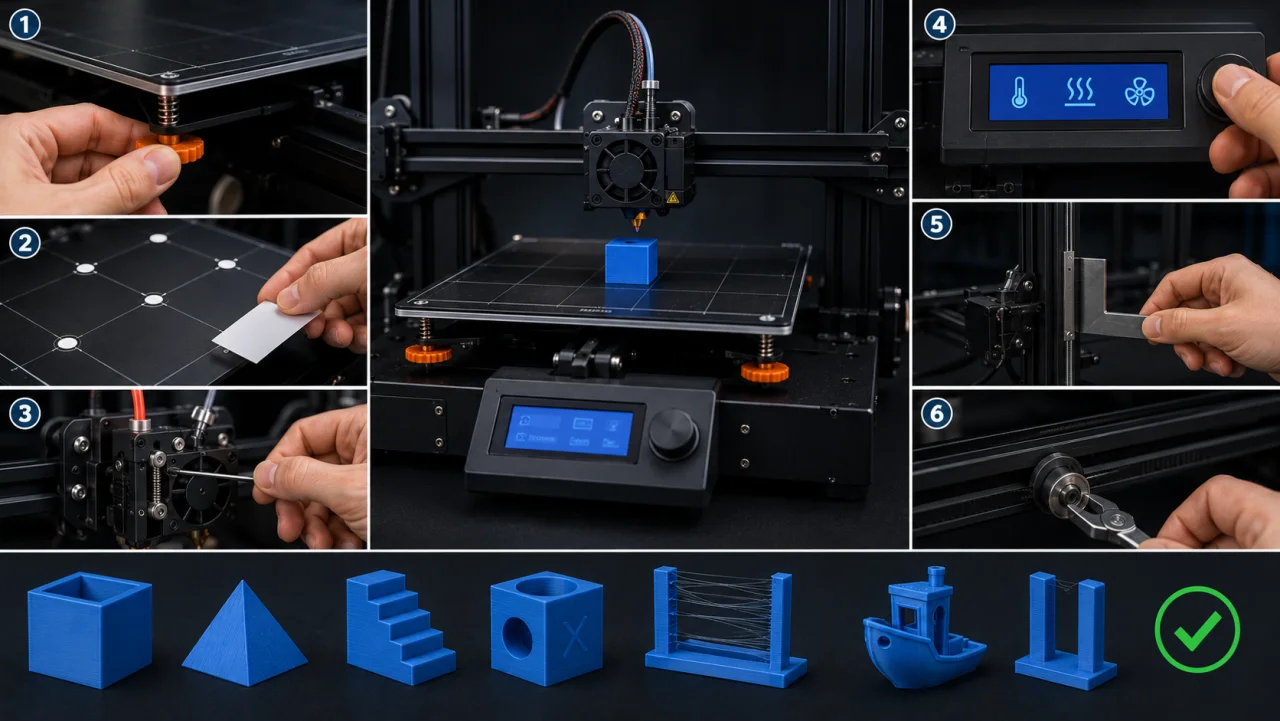
1. Tabla Seviyesi (Yatak Kalibrasyonu)
Mükemmel baskının ilk ve en kritik adımı, tablanın nozula paralel ve doğru mesafede olmasıdır. Yanlış tabla seviyesi, ilk katmanın yapışmamasına, parçanın tabladan kalkmasına veya nozulun tablaya çarpmasına yol açar. Kalibrasyon için standart A4 kağıdı yöntemini kullanın. Nozulu sıfır konumuna getirin, kağıdı nozul ile tabla arasına yerleştirin. Kağıt hafif bir sürtünme hissiyle hareket edebilmelidir; ne çok sıkı ne çok gevşek olmalıdır. Bu işlemi tablanın dört köşesinde ve merkezinde tekrarlayın. Ardından tüm noktaları tekrar kontrol edin, çünkü bir köşedeki ayar diğerlerini etkileyebilir.
2. İlk Katman Yüksekliği ve Genişliği
Tabla seviyesi doğru olsa bile, ilk katman ayarları baskının kaderini belirler. İlk katman yüksekliği genellikle normal katman yüksekliğinden biraz daha fazla olmalıdır; 0.20 mm standart katman için 0.24-0.28 mm ilk katman yüksekliği iyi bir başlangıçtır. İlk katman genişliğini yüzde 120-150 aralığına çıkarmak, tabla yapışmasını önemli ölçüde artırır. İlk katman hızını düşürün; 20-30 mm/s idealdir. Soğutma fanını ilk katmanda tamamen kapatın veya çok düşük hızda çalıştırın.
3. Ekstrüder Kalibrasyonu (E-Steps Ayarı)
Yazıcınız 100 mm filament itmesi gerektiğinde tam olarak 100 mm itiyor mu? E-steps kalibrasyonu, ekstrüderin doğru miktarda filament itmesini sağlar. Filamenti ekstrüder girişinden işaretleyin, 100 mm ekstrüde etme komutu verin ve gerçekte ne kadar filament itildiğini ölçün. Eğer 95 mm itildiyse, yazıcınız az ekstrüde ediyordur ve baskılarınız zayıf olur. Bu durumda E-steps değerini orantılı olarak artırmanız gerekir. Doğru ayarlanmış bir ekstrüder, tutarlı katman kalınlığı ve güçlü katman yapışması sağlar.
4. Sıcaklık Kulesi Testi
Her filament markası ve hatta her renk, farklı optimum baskı sıcaklığına sahiptir. Sıcaklık kulesi testi, filamentiniz için en iyi sıcaklığı bulmanın en güvenilir yoludur. Dilimleyicinizde farklı katmanlarda farklı sıcaklıklar ayarlayarak bir test kulesi basın. Kulenin her katmanını inceleyin; en pürüzsüz yüzey, en iyi köprü performansı ve en az ipliklenme hangi sıcaklıkta oluşuyorsa, o sıcaklık sizin optimum değerinizdir.
5. Geri Çekme (Retraction) Kalibrasyonu
İpliklenme sorununu tamamen ortadan kaldırmak için geri çekme mesafesi ve hızı optimize edilmelidir. Geri çekme test modeli basarak başlayın. Mesafeyi 1 mm'lik adımlarla artırarak veya azaltarak en az ipliklenmenin olduğu değeri bulun. Direkt ekstrüderler için 0.5-2 mm, Bowden tipi ekstrüderler için 4-7 mm başlangıç değerleridir. Geri çekme hızını 5-10 mm/s adımlarla optimize edin. Çok yüksek geri çekme mesafesi nozul tıkanıklığına, çok düşük mesafe ise ipliklenmeye yol açar.
6. Eksen Kayış Gerginliği ve Mekanik Kontrol
Gevşek kayışlar katman kaymasına, aşırı gergin kayışlar ise step motorların zorlanmasına ve eksenlerde aşınmaya yol açar. X ve Y ekseni kayışlarını kontrol edin. Kayış, hafifçe vurulduğunda tok ve düşük tonlu bir ses çıkarmalıdır. Gevşekse gerdirme mekanizmasından sıkın. Ayrıca tüm vidaların, özellikle sıcak uç ve tabla bağlantı vidalarının sıkı olduğundan emin olun. Z ekseni milini temizleyin ve yağlayın.
7. Akış (Flow) Oranı Kalibrasyonu
E-steps doğru olsa bile, filament çapındaki ufak sapmalar akış oranının ayarlanmasını gerektirebilir. Tek duvarlı içi boş bir küp basarak duvar kalınlığını kumpas ile ölçün. Ölçtüğünüz değer, dilimleyicide ayarladığınız duvar kalınlığı ile aynı olmalıdır. Eğer fark varsa, akış oranını orantılı olarak ayarlayın. Doğru akış oranı, tam boyutlu ve güçlü parçalar basmanızı sağlar.
Kalibrasyon Sonrası İlk Baskınızı Alın
Tüm bu adımları tamamladıktan sonra, standart bir test modeli basarak sonuçları değerlendirin. Doğru kalibre edilmiş bir yazıcı, pürüzsüz yüzeyler, temiz köprüler ve kusursuz katman yapışmasıyla kendini belli eder. Eğer hala sorun yaşıyorsanız, platformumuzdaki profesyonel üreticilerden baskı hizmeti almayı düşünebilirsiniz. Hemen teklif alın.