Destek Yapıları ve Kullanımı: Ne Zaman, Nasıl Kullanılır ve Nasıl Temizlenir?

3D baskıda destek yapıları ne zaman ve nasıl kullanılır? Temizleme tüyoları ve desteği azaltma stratejileri bu rehberde.
Başarılı Bir Baskının Gizli Kahramanları: Destek Yapıları
3D yazıcılar boşluğa baskı yapamaz. Bir modelde 45 dereceyi aşan çıkıntılar, köprüler veya havada başlayan bölümler varsa, destek yapıları bu alanların altını geçici olarak doldurarak baskının başarılı olmasını sağlar. Bu rehberde, destek yapılarını ne zaman kullanmanız gerektiğini, farklı destek türlerini ve onları en az hasarla nasıl temizleyeceğinizi anlatıyoruz.
Ne Zaman Destek Kullanmalısınız?
Bir modelin destek gerektirip gerektirmediğini anlamanın en temel kuralı 45 derece kuralıdır. Dikeyden 45 dereceden fazla sapan her yüzey altında destek ister. Ayrıca, iki nokta arasında boşlukta asılı kalan köprüler de belirli bir mesafeden sonra desteğe ihtiyaç duyar. Modelinizin alt kısmı tablaya tam oturmuyorsa veya havada başlayan bir bölümü varsa, destek kullanımı zorunludur.
Farklı Destek Yapısı Türleri
Dilimleyici yazılımlar genellikle iki ana destek türü sunar. Standart kafes destekler hızlı üretilir, malzeme tüketimi düşüktür ve temizlenmesi nispeten kolaydır. Genel kullanım için idealdir. Ağaç (tree) destekler ise bir ağaç dalı gibi modelin etrafından dolaşarak büyür ve sadece gerekli noktalara temas eder. Özellikle organik formlarda ve detaylı figürlerde yüzey kalitesini korumak için en iyi seçenektir.
Destek Ayarlarını Optimize Etme
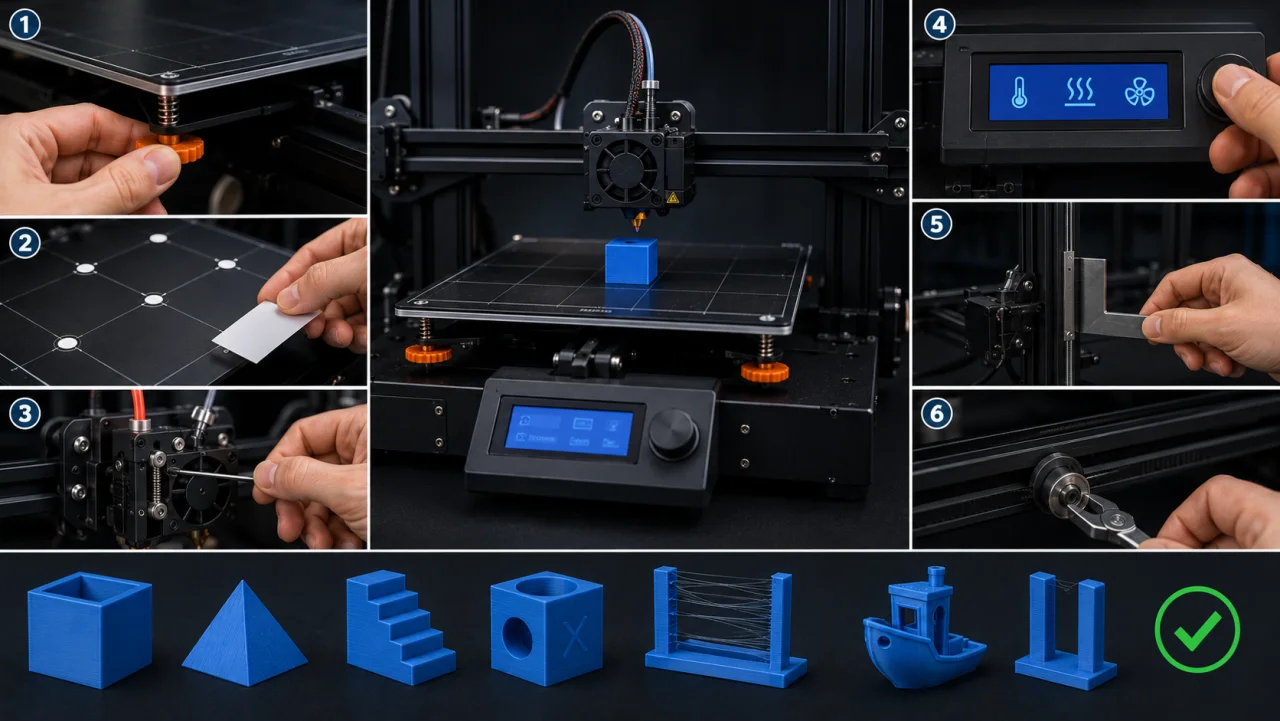
Doğru ayarlanmış bir destek, temizliği kolaylaştırır ve yüzey kalitesini artırır. Destek yoğunluğunu varsayılan değerin biraz altına düşürmek malzeme tasarrufu sağlar. Destek Z mesafesi, desteğin modele yapıştığı son katmandaki boşluğu belirler; bu değeri katman yüksekliğinizin iki katına ayarlamak, desteğin kolayca ayrılmasını sağlar. Destek ara yüzey katmanı eklemek, desteğin modelle birleştiği noktada daha yoğun ve düzgün bir yüzey oluşturarak hem yapışmayı güçlendirir hem de çıkarmayı kolaylaştırır.
Destek Yapılarını Temizleme Teknikleri
Baskı bittiğinde sıra temizlik aşamasına gelir. Yan keski ve pense, büyük destek bloklarını çıkarmak için idealdir. İnce uçlu pense ile dar alanlardaki destekleri kavrayıp hafifçe bükerek çıkarabilirsiniz. Maket bıçağı ve zımpara, kalan küçük destek izlerini temizlemek için kullanılır. Bu işlem sırasında parçayı hafifçe ısıtmak, özellikle PLA malzemede desteğin daha kolay ayrılmasını sağlar. ABS baskılarda ise aseton buharı, küçük destek izlerini görünmez hale getirebilir.
Destek İhtiyacını Azaltmak İçin Tasarım İpuçları
Destek kullanımını tamamen ortadan kaldırmak veya en aza indirmek için tasarım aşamasında birkaç basit değişiklik yapabilirsiniz. Keskin çıkıntıları 45 derecenin altına indirecek şekilde pahlayın veya yuvarlatın. Büyük bir çıkıntıya sahip parçayı ikiye bölerek baskı sonrası yapıştırın. Modelin baskı tablasındaki yönünü, en geniş yüzey tablaya temas edecek şekilde değiştirin. Bu küçük müdahaleler, hem baskı süresini kısaltır hem de son işlem ihtiyacını azaltır.
Kusursuz Baskılar İçin Profesyonel El Değsin
Destek yapılarıyla uğraşmak istemiyor musunuz? Platformumuzdaki deneyimli üreticiler, en karmaşık geometrilerde bile optimum destek stratejisini belirler ve size temizlenmiş, kullanıma hazır parçalar teslim eder. Hemen bir talep oluşturun, işin uzmanlarına bırakın.